


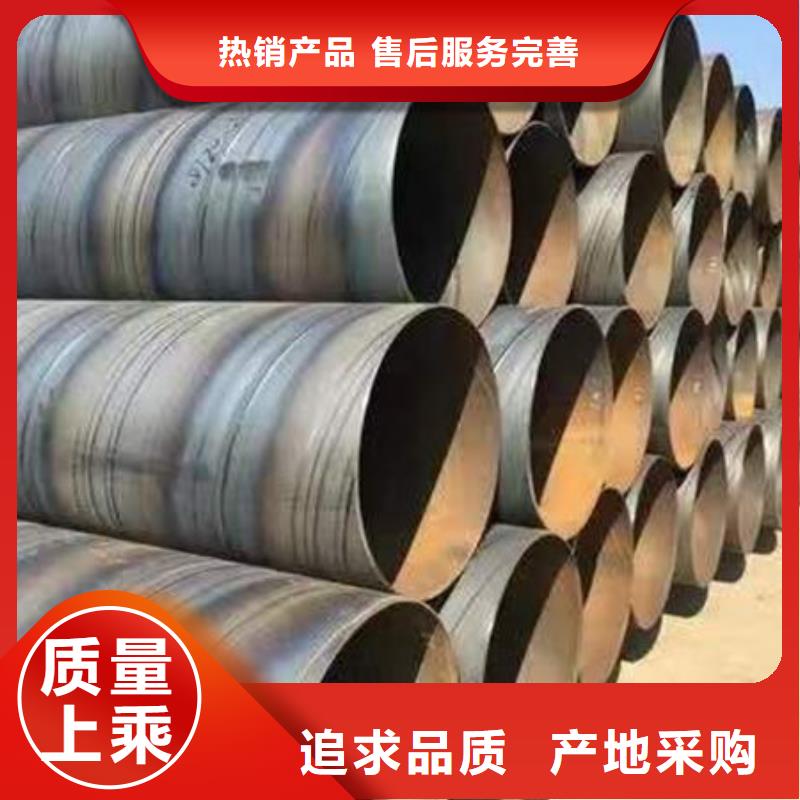


螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。1.如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。2.如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了钢材焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
常见的钢管切割方式有锯切割、等离子切割、液压切割、激光切割。激光切割精度和效率 ,但设备价格也相当贵正常几十万以上,适用于附加值特别高的精度要求极高的钢管加工;水切割机切割管口能做到无屑无毛刺且不变形,精度一般能达到±0.05mm,价格不高约几万一台,钢管切割应用相对广泛;等离子切割机价格也不高约几万一台,常用于切割厚壁钢管钢材(正常可切割35mm壁厚以下结构用钢材,切割厚度理论可达180~200mm),不过切口处容易形成拉口,切口表面质量需要严格控制。对于手工切割和自动切割,一般手工切割使用人工上料,其上料和控制切割效率相对较低,而自动切割需要注意控制钢管进给的长度(损耗),目前切割在门市多为单支管切割,加工厂正常是整捆切割。
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。它有着近100年的历史,首先德国人于1885年发明二辊斜扎穿孔机,1981年又发明了周期扎管机;接着1903年瑞士人施蒂费尔发明自动扎管机(也称顶头式扎管机),开始形成近代螺旋钢管工业;20世纪30年代由于采用了三辊扎管机,挤压机,周期式冷扎管机,改善了钢管的品种质量;60年代由于连扎管机的改进,三辊穿孔机的出现,特别是应用张力减径机和连铸坯的成功,提高了生产效率,增强了螺旋钢管与焊管竞争的能力;70年代螺旋钢管与焊管钢材正并驾齐驱,世界螺旋钢管产量以每年5%以上的速度递增;中国1953年后重视发展螺旋钢管工业,已初步形成扎制各种大、中、小型管材的生产体系。
螺纹钢的规格要求应在进出口贸易合同中列明。一般应包括标准的牌号(种类代号 )、钢筋的公称直径、公称重量(质量)、规定长度及上述指标的允差值等各项。我国标准公称直径为6、8、10、12、16、20、25、32、40、50mm的螺纹钢系列。供货长度分定尺和倍尺二种。我国出口螺纹钢定尺选择范围为6~12m,日本产螺纹钢定尺选择范围为3.5~10m;国产内销螺纹钢材若合同中无注明要求时,通常定尺为9m、12m两个长度。表面质量。有关标准中对螺纹钢的表面质量作了规定,要求端头应切得平直,表面不得有裂缝、结疤和折叠,不得存在使用上有害的缺陷等。外形尺寸偏差允许值。螺纹钢的弯曲度及钢筋几何形状的要求在有关标准中作了规定。
